O conhecimento da composição química do aço aumenta a qualidade da galvanização por imersão a quente, proporcionando espessuras de zinco adequadas ao projeto.
Ricardo Suplicy Goes*
Resumo
A maioria dos aços podem ser satisfatoriamente galvanizados. Entretanto, elementos reativos no aço podem afetar a galvanização, em particular, o silício (Si) e o fósforo (P). Neste artigo vamos mostrar a influência destes elementos, reagindo com o zinco fundido no processo da galvanização por imersão a quente.
Desenvolvimento
Aços carbono não ligados como o EN 10025, aços de grãos finos como o EN 10113, aços temperados e revenidos como o EN 10137-2, seções ocas – acabamento a quente como o EN 10210-1, seções ocas – acabamento a frio como o EN 10219-1 e ferro fundido cinzento como o EN 1561 e ferro fundido maleável como o EN 1562 são em geral apropriados para galvanização por imersão a quente. Quando outros metais ferrosos deverão ser galvanizados, informação adequada ou amostras deverão ser fornecidas pelo comprador ao galvanizador para se decidir se estes aços podem ser satisfatoriamente galvanizados. Aços de corte rápido com teores de enxofre normalmente são inadequados, impróprios.
A maioria dos aços podem ser satisfatoriamente galvanizados. Entretanto, elementos reativos no aço podem afetar a galvanização, em particular, o silício (Si) e o fósforo (P). A composição química dos aços [SI e P somente] mais comum que se encontra para produção, mais estável é a qualidade dos revestimentos galvanizados.
A composição química da superfície do aço tem o efeito considerável sobre sua reatividade quando imerso no zinco fundido. Espessura do revestimento e aparência produzida, pela Galvanização por Imersão a Quente às temperaturas normais entre 445 a 455°C, são influenciadas pelo silício e, em determinadas circunstâncias, mas menos frequentemente, pelo teor de fósforo do aço. É também possível que o silício e o fósforo ajam em combinação, podendo assim resultar num aço carbono muito reativo.
Consequentemente determinadas composições da superfície do aço podem conseguir uma qualidade mais consistente de revestimento no que diz respeito a aparência, espessura e rugosidade. No processo de fabricação do aço ao alumínio ou ao silício, estes elementos são usados para remover o oxigênio e os contaminantes do aço. Isto é definido como “aço acalmado ao alumínio” ou “aço acalmado ao silício”. O efeito é que o aço acalmado ao alumínio terá baixo teor de silício e mais alumínio. Com aço acalmado ao silício o inverso aplica-se. O aço acalmado ao alumínio (Si entre 0,01% a 0,04%) tende a ser menos reativo quando imerso no zinco fundido. O aço acalmado ao silício, Si >0,05% é mais reativo e, portanto, deverá ser controlado pela forma de especificação do aço. O alumínio no aço tem pouco efeito na reatividade com zinco fundido.
Fósforo na composição química da superfície de aço também tem um efeito sobre sua reatividade com o zinco fundido. Em ordem, para controle deste aspecto e limitar o efeito no revestimento, fósforo deverá ser <0,02% e se possível <0,01%. Excesso de fósforo resulta num revestimento frágil / quebradiço (> 300µm) que estará sujeito a danos mecânicos. Um certificado de análise química do aço deveria ser obtido do fornecedor, ou a composição química (silício e fósforo) do aço deveria ser especificada, principalmente quando grandes quantidades de material forem galvanizadas.
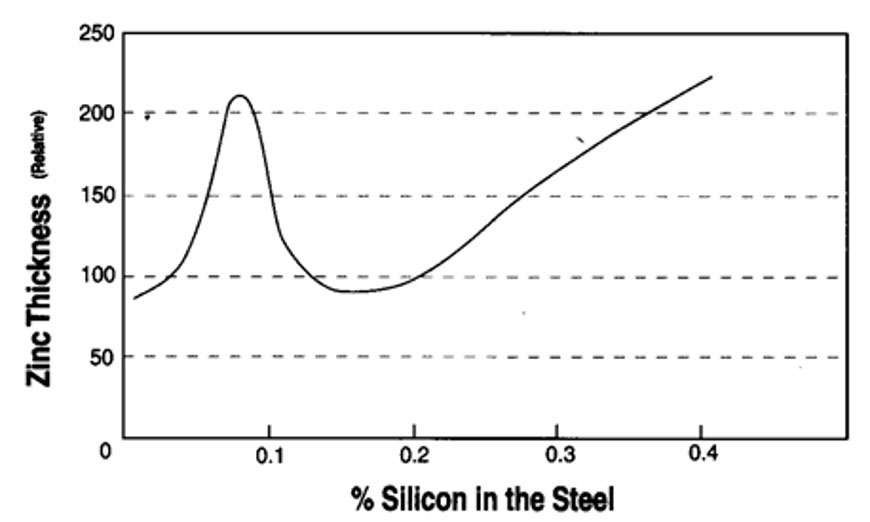
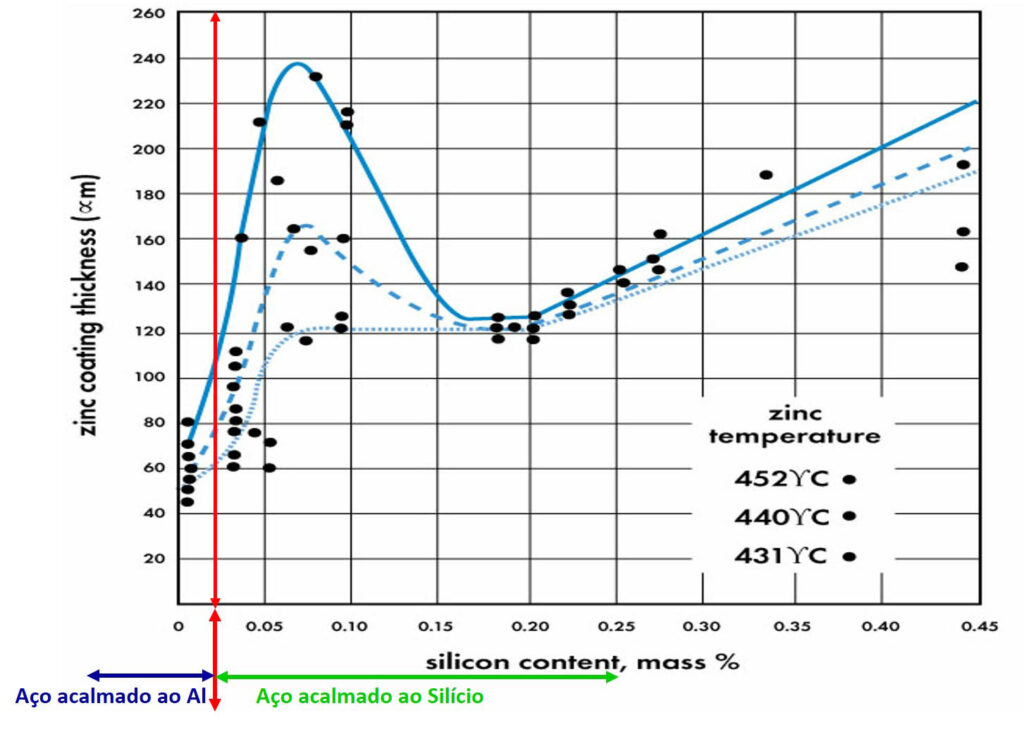
Fig. 1: Curva Sandelin – Efeitos da temperatura e teor de silício no aço sobre a espessura do revestiment
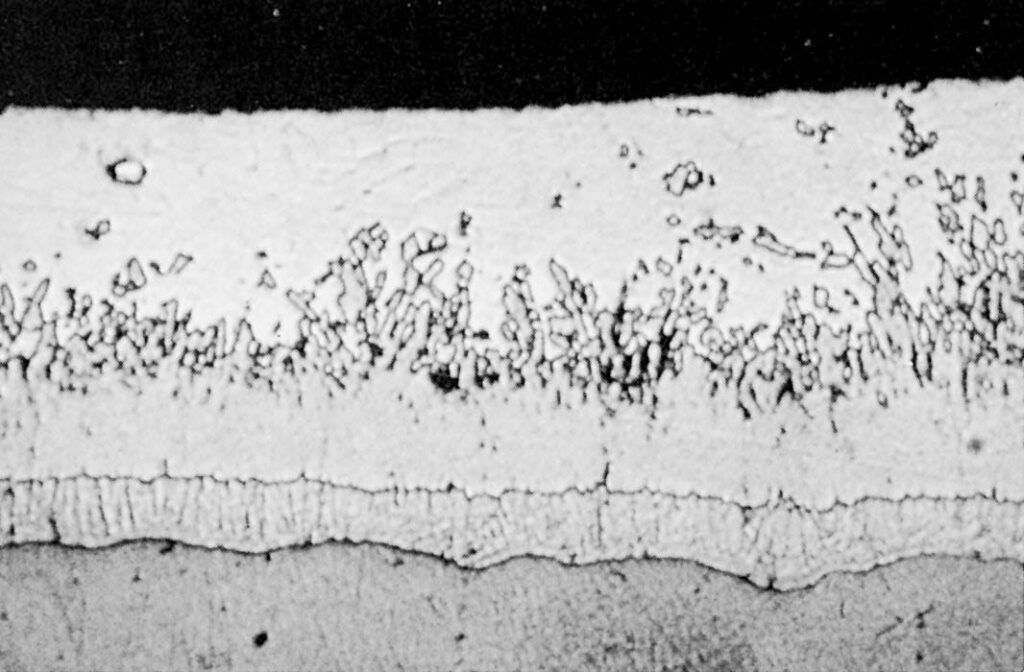
Estrutura típica de revestimento galvanizado “aço acalmado ao alumínio” (silício < 0,04% e temperatura de 450°C do zinco) ± 200x de ampliação
Espessuras do revestimento variando entre 60µm a 80µm
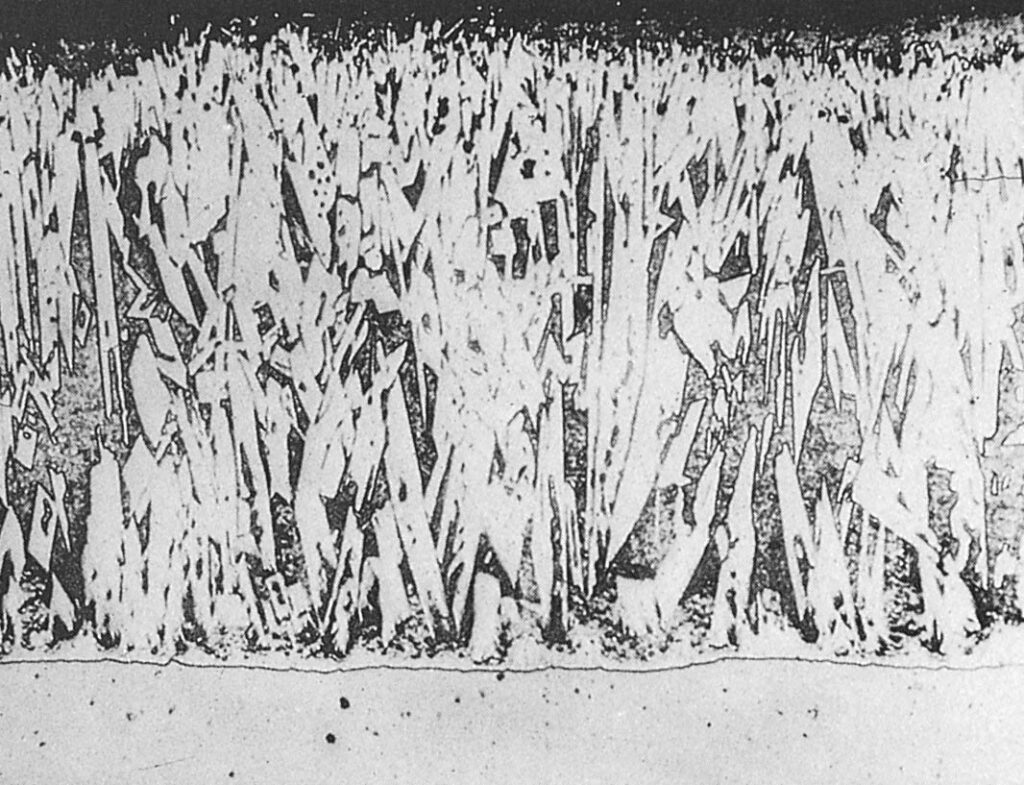
A estrutura preferida de revestimento do galvanizado de “aço acalmado ao silício” em uma faixa de silício de 0,15% a 0,25% e a temperatura de 450°C de zinco fundido
Espessuras de revestimento entre 120µm a 200µm
(Ampliação ± 200x)

PROTEÇÃO CONTRA CORROSÃO DE REVESTIMENTOS GALVANIZADOS POR IMERSÃO A QUENTE.
O zinco é “um material de sacrifício” que retarda a taxa da corrosão. Conseqüentemente para camada de zinco mais espessa mais longa será a vida útil da estrutura. No caso do aço acalmado ao “alumínio” a vida útil é menor do que aquele do aço acalmado ao “silicio”. De qualquer forma para um revestimento demasiadamente espesso (>200µm) há um grande potencial para danos mecânicos. É aconselhável, particularmente em grandes contratos, especificar a análise química (silício e fósforo) do aço.
Uma especificação da análise química ideal de aço deve ser indicada como segue;
• Para aço acalmado ao alumínio: Si de 0,01% a 0,04%; P < 0,15%.
(espessura do zinco entre 60 a 80µm, acabamento brilhante passando para cinza fosco a curto prazo e mais flexível).
• Aço acalmado ao silício: Si de 0,15% a 0,25%; P < 0,01% (preferível). P não exceder a 0,02%.
(espessura do zinco maior que 120µm, mas tende a ser frágil e um acabamento de superfície cinza fosco).
As taxas de corrosão e a máxima vida útil de estruturas de aço carbono galvanizadas são não somente dependentes da espessura do revestimento de zinco, mas as circunstâncias ambientais em que uma estrutura está localizada. A Longevidade das estruturas não é um assunto coberto por esta folha de informação.
Em circunstâncias especiais, o especificador e o galvanizador podem concordar com os critérios de composição do aço que estejam fora das faixas de silício e fósforo a fim de produzir revestimentos de aparências diferentes ou de espessuras diferentes para finalidades específicas.

É possível, para um galvanizador, reduzir o crescimento do revestimento quando galvanizar aços reativos por galvanização por imersão a quente, como:
Galvanizar uma amostra do aço;
- Tempo de imersão mais curto;
- Temperatura do zinco mais baixa (440°C);
- Adição de pequenas quantidades de Níquel no zinco fundido (0,04%).
Na prática, não é possível para um galvanizador monitorar a análise de aço do material fornecida para o galvanizador e na maioria dos casos esta informação não é fornecida.
Quando a análise de aço não está definida e nem especificada no estágio de projeto, o galvanizador não pode ser responsabilizado por espessuras inconsistentes do revestimento acima do mínimo especificado, assim como um possível acabamento de superfície não uniforme.
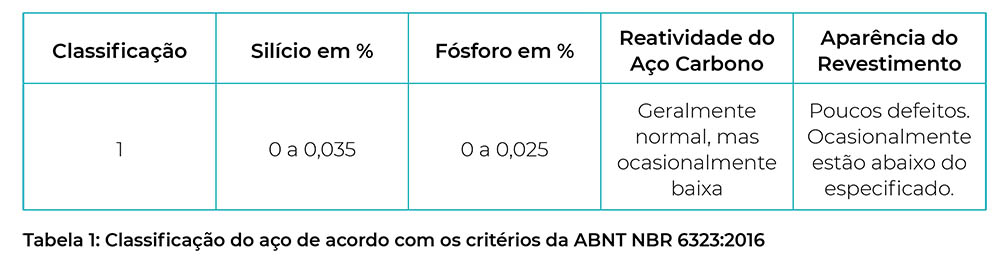
A norma ABNT NBR 6323:2016 – Galvanização por imersão a quente de produtos de aço e ferro fundido – Especificação, ressalta no item 6 – Critérios de Aceitação, subitem 6.1.2, descrito abaixo, os cuidados da composição química do aço.
6.1.2 A composição química do aço carbono interfere nas características do revestimento de zinco, sobretudo no tocante ao brilho, à espessura e à rugosidade. Por exemplo, a presença de elementos como silício (Si) e fósforo (P) prolonga a reação entre o ferro e o zinco fundido, durante o processo de galvanização por imersão a quente. Isso, por sua vez, pode provocar desuniformidade no brilho e na rugosidade do revestimento, conforme Anexo B, que classifica o aço em 08 classes, conforme exemplo abaixo.
É recomendado a aquisição da norma no site da ABNT, abntcatalogo.com.br

O ICZ – Instituto de Metais Não Ferrosos se coloca à disposição para mais informações sobre o efeito Sandelin na Galvanização por Imersão a Quente pelo e-mail contato@icz.org.br e em seu site www.icz.org.br
*Ricardo Suplicy Goes

Gerente Executivo do ICZ – Instituto de Metais não Ferrosos