Galvanização por Imersão a Quente por Processo Contínuo*
O processo de galvanização contínuo é a formação de uma forte ligação entre o aço e seu revestimento de zinco.
Introdução
Há dois processos diferentes para aplicação de um revestimento de zinco ao aço através do método de imersão a quente. Ambos envolvem a imersão do aço em um banho de zinco fundido. Visto que o zinco derrete a 787°F [419°C], e deve depois ser aquecido a uma temperatura de aproximadamente 850°F [455°C] ou maior para que o processo de galvanização seja efetivo, ambas as operações são referidas em geral como processo “por imersão a quente”.
Um processo envolve a aplicação de zinco sobre uma tira contínua de chapa de aço à medida que ela passa pelo banho de zinco fundido em alta velocidade – logo, o termo galvanização por imersão a quente “contínua”. À medida que uma bobina é processada através da linha de revestimento, outra é soldada à sua ponta final. O processo é verdadeiramente “contínuo”, já que a linha pode operar por dias sem interrupção. O outro processo envolve a aplicação de um revestimento de zinco na superfície de peças de aço após elas terem sido fabricadas. Não é contínuo, pois as peças são imersas em “batelada” no banho de zinco; logo, os nomes “por batelada”, “pós-fabricação” ou galvanização “geral” – termos que são usados alternadamente. Peças pequenas como fechos e grandes como vigas estruturais de pontes, são galvanizadas pelo método por batelada.
O que é Galvanização Contínua
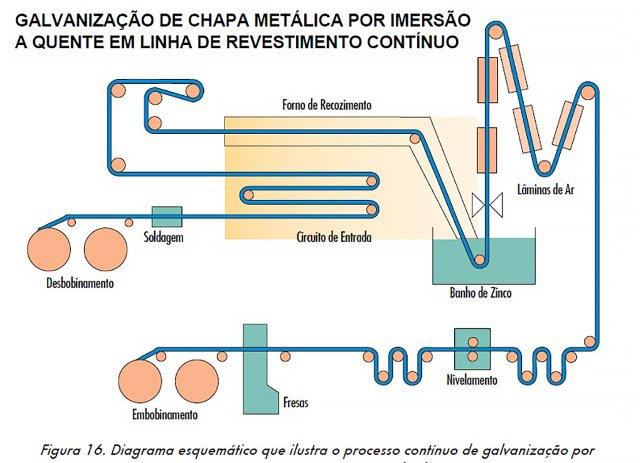
Como descrito brevemente acima, o processo de galvanização contínua aplica um revestimento de zinco na superfície de uma tira contínua da chapa de aço à medida que ela passa por um banho de zinco. As bobinas de chapas revestidas são diretamente conformadas por cilindros ou alimentadas em prensas de estampar, ou então cortadas em blanks e então conformadas em partes. A espessura da chapa pode ser tão fina quanto 0,010 polegadas [0,25 mm] ou menor, ou tão espessa quanto 0,25 polegadas [6,3 mm]. As instalações em operação em todo o mundo são geralmente linhas de revestimentos de “bitola leve”, “bitola intermediária” ou “bitola pesada”. Os produtos de linha de bitola leve são geralmente utilizados em aplicações na indústria de construção (chapas para telhados, painéis de parede lateral para construções, etc.). A maior aplicação para produtos feitos em linhas de bitola intermediária é em painéis de carcaça automotiva. Produtos da linha de bitola pesada são utilizados em bueiros, partes automotivas estruturais, silos, etc.
Neste processo, a chapa de aço passa pelo banho de zinco fundido em velocidades tão altas quanto 650 fpm [200] mpm. À medida que as chapas em movimento saem do banho de revestimento, elas levam consigo zinco fundido. A espessura de revestimento desejada é alcançada pela utilização das “navalhas de ar”. Essas navalhas normalmente utilizam o ar como gás e são posicionadas em ambos os lados da chapa para remover o excesso de zinco. O aço revestido é então resfriado e o zinco é solidificado na superfície da chapa.
O processo de galvanização contínuo para produzir chapas de aço revestidas envolve uma série de passos complexos, um dos quais é o recozimento do aço para amaciá-lo e torná-lo mais conformável. Mais detalhes sobre o processo de galvanização contínuo podem ser encontrados na GalvInfoNote 2.1.
Uma das características mais importantes do processo de galvanização contínuo é a formação de uma forte ligação entre o aço e seu revestimento de zinco. Nas velocidades do processamento utilizado nas linhas de galvanização contínua, a tira fica no banho de zinco somente entre 2 e 4 segundos. Durante este breve período de tempo, o zinco fundido e o aço devem reagir para formar uma ligação metalúrgica forte por meio de difusão. A região de ligação é um composto intermetálico, chamado de “camada de liga”.

Essa fina zona de ligação, que possui normalmente uma espessura somente entre 1 e 2 micrometros, é muito importante, pois após o revestimento ter sido aplicado e a chapa ter sido resfriada à temperatura ambiente, ela é rebobinada e enviada aos clientes para conformação no formato desejado. Por exemplo, a chapa pode ser estampada profundamente para formar uma lata, pode ser estampada em um para-lama de carro, ou conformada por cilindros em um painel de telhado para construções. Para que a operação de conformação seja feita com sucesso, o aço e o zinco devem estar bem ligados. Se a zona de ligação não estiver formada, ou formada incorretamente, o aço e o zinco não “se manterão colados” durante os muitos passos importantes de conformação que a chapa de revestimento pode passar.
Uma zona de ligação aderente e conformável exige que a camada de liga seja fina e com a composição correta. A razão para isso é que o composto intermetálico que forma a camada de ligação é muito duro e quebradiço, uma característica inerente de tais camadas de liga. Não há processo metalúrgico que torne a zona de ligação macia e dúctil. Ao produzir uma camada de liga fina de composição correta, a chapa de aço revestida pode ser conformada em muitas formas complexas, sem perda de aderência entre o revestimento de zinco e o aço. Se a camada de liga se tornar muito espessa, ou tiver uma composição errada, ocorrerá o desenvolvimento de rachaduras durante a conformação e o revestimento de zinco e aço poderão se descolar durante a conformação. Uma camada de liga de composição correta pode ser dobrada e esticada sem rachaduras e descolagem.
Em resumo, é muito importante que o aço e o zinco formem uma zona de ligação adequada, e que esta zona seja fina.
Os produtores de chapas galvanizadas por processo de imersão a quente conseguem isso rapidamente ao focar em dois pontos primários de controle:
1. A adição de uma quantidade controlada de alumínio (aproximadamente entre 0,15 e 0,20%) para o banho de revestimento de zinco fundido, e;
2. Controle da temperatura de chapa de aço quando ela entra no banho de zinco fundido e o controle de temperatura do banho de revestimento de zinco.
O impacto de adição de alumínio ao banho do revestimento de zinco utilizado para galvanizar a chapa por imersão a quente contínua é tratado na GalvInfoNote 2.4. É um assunto complexo que precisa ser discutido separadamente.
Contudo, quando o processo é adequadamente controlado, a chapa de aço revestida pelo processo contínuo de galvanização por imersão a quente é um produto muito bem projetado, que está sendo utilizado na fabricação de muitos produtos finais sofisticados.
Para a especificação da galvanização por imersão a quente contínua (conhecida no mercado como pré-galvanizado), recomenda-se utilizar as normas ABNT NBR 7008: Chapas e bobinas de aço revestidas com zinco ou liga zinco-ferro pelo processo contínuo de imersão a quente – Requisitos e ABNT NBR 7013: Chapas e bobinas de aço revestidas pelo processo contínuo de imersão a quente – Requisitos gerais.
*Trabalho elaborado pelo IZA – International Zinc Association, GalvInfoNote 2.3 e traduzido e adaptado por Departamento técnico do ICZ – http://www.icz.org.br.