O processo permite eliminar os processos de bobinamento e estocagem temporária passando o produto diretamente para as linhas de decapagem através de um Cooling System (sistema de resfriamento) em linha contínua e fracionada
Edilberto Carvalhais Braga*
- Processo atual –
- Resumo do Processo: Partindo da laminação a quente, a chapa chega ao processo de bobinamento e posteriormente é estocada por até 72 horas para sua temperatura cair a cerca de 60 °C, ao ponto de se dar continuidade ao processo de decapagem das bobinas.
- Algumas vantagens:
- As bobinas são unidades bem definidas para os clientes e/ou processos seguintes;
- Propiciam acompanhamento logístico por unidade/cliente;
- São relativamente fáceis de estocar e transportar internamente;
- Favorecem manutenções setoriais das linhas de produção.
- Algumas desvantagens:
- Suscetíveis a sofrerem defeito ao ser processado o seu bobinamento, gerando transtornos operacionais e/ou reprocesso do produto;
- Necessitam de espaço (pátios) para estocagem temporária;
- Suscetíveis a sofrerem defeitos de manuseio durante o período de estocagem que geram perdas de material e/ou danos aos equipamentos da linha de decapagem;
- Necessitam de gastos com administração e movimentação de estoque temporário;
- Favorecem erros operacionais no momento da continuidade do processo;
- Propiciam defeitos e/ou quebra de equipamentos no seu retorno ao processo, ao entrar na linha de decapagem;
- Necessitam de interrupção do seu processamento por 48 a 72 horas, aguardando resfriamento.
- Ponto(s) Crítico(s) do Processo:
- De forma geral, após o bobinamento da chapa a uma temperatura média de 650 °C, o produto é transportado por walking beams (vigas transportadoras) e estocados em pátios, com utilização de pontes rolantes, onde aguardam seu resfriamento até próximo de 60 °C.
Durante a estocagem temporária o produto fica a sob risco de sofrer danos com sua eventual movimentação nos pátios, devido à rotatividade do estoque, gerando neste caso, danos à linha de decapagem e comprometendo a qualidade do produto final.
Além disso, nessa fase, ocorre custo excedente no processo devido à necessidade de mão de obra operacional e de manutenção, peças de reposição para equipamentos, etc.
- Processo Proposto –
- Síntese do Processo: Eliminar os processos de bobinamento e estocagem temporária passando o produto (chapa) diretamente para a(s) linha(s) de decapagem, reduzindo assim o tempo de processo de 48 a 72 horas para menos de 6 horas
- Objetivo: Eliminar os processos de bobinamento e estocagem temporária de bobinas tornando o processo mais dinâmico.
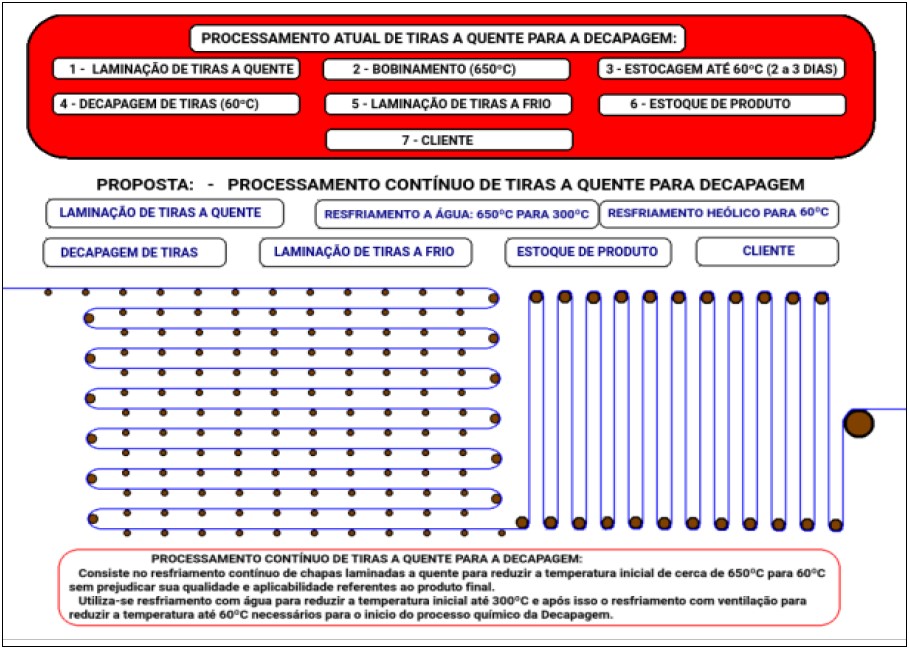
- Engenharia do Projeto: Construir um Cooling System (sistema de resfriamento) em linha contínua e fracionada de chapas laminadas a quente para reduzir a temperatura na sua entrada de 600 °C em média, para 60 °C na sua saída, sem prejudicar a qualidade e função aplicativa do produto final, utilizando-se de ventilação mecânica e água (opcionalmente no início do Cooling System) em linha de rolos reta ou com agrupamento vertical e/ou sobreposição de mesas de rolos, com menor tensão possível na opção contínua. (ver fig. 01)
- Desafios do Projeto:
- Resfriar o material no menor tempo possível sem alterar a característica do produto.
- Sugestões em anexo.
- Acumular material suficiente para que o processo seguinte (decapagem) reverta paradas ocasionais por falha de equipamento não parando o processo anterior.
- Sugestões em anexo.
- Mudar a direção do material para o caso da impossibilidade de linha reta;
- Sugestões em anexo.
- Efetuar manutenções setoriais (Laminação, Cooling System e Decapagem).
- Sugestões em anexo.
- Elaboração de PCP integrado.
- Resfriar o material no menor tempo possível sem alterar a característica do produto.
- Benefícios:
- Redução de espaço útil com eliminação de pátios de estocagem temporária;
- Lucro com a redução do custo operacional de administração, mão de obra, equipamentos e manutenção para o estoque temporário;
- Lucro com a eliminação de perdas geradas por defeitos de manuseio do estoque temporário;
- Simplificação e facilidade do controle da qualidade.

*Edilberto Carvalhais Braga é especialista em controle de processos em produtos siderúrgicos em pátios de estocagem e programação de simplificação e otimização de procedimentos. eMail: edcb50@gmail.com