Sistema Duplex: aço carbono galvanizado por imersão a quente e pintado, ideal para ambientes corrosivos como áreas marítimas e industriais. A pintura complementa o galvanizado, ampliando a durabilidade sem competir com ele. Uma das soluções mais eficazes contra corrosão.
Ricardo Suplicy Goes*
A galvanização por imersão a quente, também conhecida como galvanização a fogo ou zincagem a fogo, já proporciona uma grande proteção anticorrosiva por apresentar uma dupla proteção:
- Proteção por barreira
Na proteção por barreira, o zinco reveste e isola superfícies contra agentes oxidantes presentes no meio ambiente. Ele penetra na rede cristalina do metal base, formando ligas Fe-Zn por difusão intermetálica, o que garante resistência à corrosão. - Proteção catódica
Além de atuar como barreira mecânica, o zinco é usado por oferecer proteção catódica ao ferro. Por ter potencial de redução menor, oxida-se antes do ferro, “sacrificando-se” para protegê-lo. Mesmo com danos no revestimento, os sais de zinco, aderentes e insolúveis, formados pela corrosão, depositam-se nas áreas expostas, isolando novamente o aço do ambiente — processo semelhante a uma cicatrização(Figura 1).

Figura 1: Proteção catódica
Sistema Duplex – Aço Galvanizado e Pintado
A pintura de aços galvanizados por imersão a quente, denominada Sistema Duplex, é resultado de duas necessidades:
- Cores para a estética, identificação ou sinalização;
- Máxima durabilidade em meios ambientes agressivos – como ambientes C3, C4 e C5 (conforme a norma ABNT NBR 14643: 2001 – Corrosão atmosférica – Classificação da corrosividade de atmosferas) ou ambientes com pH abaixo de 6 e pH acima de 12.
Graças à dupla proteção (barreira e catódica), a pintura sobre superfície galvanizada a fogo tem alta performance. Se houver dano na tinta, como um risco que exponha o aço, o zinco se redeposita no local, protegendo o substrato, como mostra a Figura 2.
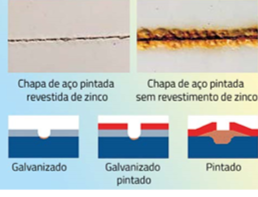
Figura 2: Proteção catódica sob a tinta
Para garantir alta performance, recomenda-se o uso de tinta de fundo epóxi-isocianato com acabamento poliuretano acrílico alifático. Deve-se evitar a tinta alquídica, pois apresenta baixa resistência à umidade, imersão em água, meios alcalinos, produtos químicos e solventes fortes, podendo ocorrer seu destacamento por ser saponificável.
A tinta alquídica, semelhante às tintas a óleo e acrílica, é produzida a partir de óleos vegetais, geralmente de soja, polimerizados com álcool e ácido. O resultado é uma resina que, diluída em solvente, adquire consistência oleosa e seca completamente após 24 horas. Seu preparo confere aspecto cromático distinto das demais tintas.
A durabilidade máxima do revestimento depende da agressividade do meio e pode ampliar a vida útil do aço em 1,5 a 2,5 vezes em relação à pintura isolada. Essa eficiência resulta da sinergia entre o zinco e a tinta, em que a ação conjunta gera um efeito superior à soma dos individuais, caracterizado por um coeficiente K de duplicação.
A durabilidade do Sistema Duplex é determinada pela seguinte fórmula:
DSD = K (DG + DP), onde:
DSD: Durabilidade do Sistema Duplex;
K: Coeficiente de sinergia (varia conforme ambiente e pintura);
DG: Durabilidade da galvanização (espessura do zinco);
DP: Durabilidade da pintura (resistência e aderência).
Valores de K:
Baixa agressividade: 2,0–2,7
Industrial/marinho: 1,8–2,0
Água do mar (imerso): 1,5–1,6
Como exemplo: Em ambiente de baixa agressividade (categoria C2 – rural, segundo ABNT NBR 14643:2001), a vida útil do aço galvanizado a fogo é de 45 anos e a do pintado, 10 anos. No Sistema Duplex (galvanizado + pintura), a durabilidade não é a soma simples (55 anos), mas sim 110 anos, considerando o coeficiente K: DSD = 2,0 × (45DG + 10DP) = 110.
Preparação da superfície do aço galvanizado a fogo a ser pintada
Como em todo tratamento de proteção de estruturas em aço, a preparação correta da superfície é fundamental. Ao sair da cuba de galvanização, o aço apresenta-se limpo e brilhante, mas, com o tempo, adquire tonalidade cinza-fosca devido à reação do zinco com oxigênio, água e dióxido de carbono, formando uma camada estável, rígida e aderente que o protege.
A oxidaçãoocorre lentamente, variando conforme o clima — entre seis meses e dois anos. Durante essa transição, surgem óxidos e carbonatos pouco aderentes. Como muitos revestimentos duplex são aplicados nessa fase, a superfície deve ser tratada quimicamente ou mecanicamente para garantir aderência da tinta.
O revestimento pode ser aplicado tanto em superfícies recém-galvanizadas quanto nas envelhecidas; porém, neste último caso, os resultados são menos consistentes, não sendo o método recomendado.
Passivação
Para melhor aderência da tinta sobre o aço galvanizado, recomenda-se não passivar a peça durante a galvanização. A passivação, última etapa do processo, aplica uma solução cromatizante que protege temporariamente o zinco contra a oxidação branca. No Brasil, porém, alguns galvanizadores indicam a passivação mesmo quando a peça será pintada, considerando o tempo até a pintura e as condições de armazenamento. Nesses casos, é essencial remover a camada de bicromato antes da pintura, com solvente ou esponja abrasiva (como Scotch-Brite), para garantir boa aderência. O ideal é pintar logo após a galvanização a fogo, antes do início da corrosão natural do zinco. Quando há exigências estéticas elevadas em Sistemas Duplex, pode ser necessário um acabamento adicional na superfície galvanizada, pois pequenas imperfeições ficam mais visíveis após a aplicação de revestimentos orgânicos, especialmente em sistemas de pintura em pó. Deve-se evitar polimento excessivo, que pode danificar a camada de zinco.
Orientações: pré-tratamento para pintura
As orientações para o pré-tratamento de superfícies resultam de um estudo conjunto entre um centro independente de pesquisa e um fabricante de tintas, que avaliou o desempenho de sistemas comercialmente disponíveis em aço galvanizado por imersão a quente. Após anos de experiência com revestimentos duplex, foram definidos os principais parâmetros de desempenho.
O pré-tratamento é mais eficaz quando realizado logo após a galvanização, antes de qualquer contaminação. Caso ocorra depois, a superfície deve ser cuidadosamente limpa, removendo óleo, graxa, sujeira e manchas de umidade, utilizando escova e lavagem com água para eliminar sais solúveis.
Há três métodos reconhecidos de pré-tratamento que garantem um substrato adequado à pintura: fosfatização, jateamento abrasivo e envelhecimento.
- Fosfatização
A fosfatização é considerada o melhor pré-tratamento para pintura do aço galvanizado. Utiliza-se fosfato de zinco com sais de cobre, resultando em coloração preta ou cinza escura. A solução não deve se acumular em superfícies horizontais, pois prejudica a aderência da tinta. Excesso deve ser removido com água. É indicada para galvanização nova, não para superfícies já expostas ao tempo. A solução deve secar completamente antes da pintura. Embora estudos indiquem boa aderência até 30 dias após o tratamento, recomenda-se pintar o quanto antes. Sais brancos formados pela umidade devem ser removidos com escova, e contaminações devem ser limpas conforme orientação dos fabricantes. - Jateamento abrasivo
O jateamento abrasivo com escória de cobre fina ou pó de carborundum, a até 40 psi (2,7 bar), é um método mecânico de pré-tratamento que remove pouco óxido e deixa o zinco levemente áspero. Deve-se ter cuidado com peças de zinco espesso para evitar danos. Para melhores resultados, é necessário ajustar a distância e o ângulo do jato conforme a superfície. Esse método complementa a preparação química e, no mercado, é conhecido como jateamento de varredura (sweep blast), com ângulos entre 30° e 60°. - Envelhecimento
O processo só é efetivo após seis meses de exposição do galvanizado à atmosfera. A superfície deve ser preparada com esponja abrasiva ou escova dura, sem restaurar o brilho do zinco, seguida de lavagem quente com detergente e enxágue. A secagem completa é essencial antes da pintura. O envelhecimento não deve ser utilizado como um método de preparação da superfície em ambientes marítimos com altos níveis de cloro.
Orientações: pintura
Os sistemas de pintura devem ser formulados para uso em aço galvanizado e aplicados conforme as recomendações do fabricante. A escolha depende da aplicação e do ambiente de exposição. Com a redução do uso de tintas látex à base de óleo e alquídicas (não recomendadas), destacam-se os acrílicos com base epóxi de alta densidade ou polivinílica, sendo o epóxi reforçado indicado para condições severas. Em sistemas múltiplos, a base de óxido de ferro micáceo (MIO) garante melhor aderência.
Revestimentos como poliuretano bicomponente e acrílico-uretanos oferecem alta durabilidade e boa manutenção de cor, enquanto epóxis acrílicos e polisiloxanos se destacam pela resistência à abrasão e retenção de brilho. Os epóxis de alta densidade são amplamente usados, mas cresce o uso de produtos à base de água, menos tolerantes a pré-tratamentos inadequados, porém favorecidos por normas que restringem solventes.
Revestimento em pó
O revestimento em pó tem crescido rapidamente como método de adição de cor a superfícies metálicas. Assim como a galvanização, é realizado em condições controladas de fábrica, o que limita o tamanho máximo das peças, mas permite excelente aplicação em superfícies galvanizadas por imersão a quente.
As propriedades térmicas do aço galvanizado são semelhantes às do aço comum, possibilitando o uso de diferentes tipos de pó, como poliéster, epóxi ou híbrido. O processo requer pré-tratamento químico, geralmente cromatização ou fosfatização, seguido de tratamento térmico leve e aplicação do pó.
Para obter bons resultados, é essencial seguir rigorosamente as instruções do fabricante e contar com aplicadores experientes. Tal como na pintura líquida, há ampla variedade de cores disponíveis.
O galvanizador deve ser informado previamente sobre o posterior revestimento em pó, pois o pós-tratamento deve ser compatível com o tipo de revestimento. Há também produtos de aplicação direta que dispensam pré-tratamento adicional, desde que a galvanização seja bem executada, sendo amplamente utilizados em diversas aplicações.
| Normas de pintura sobre a superfície galvanizada – Sistema Duplex | |
| Norma / Documento | Assunto Principal |
| ABNT NBR 15158:2016 | Limpeza química de superfícies de aço |
| ABNT NBR 15239:2005 | Tratamento com ferramentas manuais/mecânicas |
| ABNT NBR NM ISO 7347:2000 | Ferroligas – Erros sistemáticos na amostragem |
| ABNT NBR 9209:2016 | Fosfatização para pintura (aços carbono/galvanizados) |
| ABNT NBR 16733:2019 | Pintura anticorrosiva em aço galvanizado |
| PETROBRAS N–1021 F | Pintura de metais e materiais compósitos |
| ISO 12944-2:2017 | Classificação de ambientes corrosivos |
| ISO 12944-5:2018 | Sistemas de pintura protetiva |
| Norma de galvanização | Galvanização por imersão a quente |
| ABNT NBR 6323:2016 | Especificação da galvanização a quente |
Fonte: Guia de galvanização por imersão a quente do ICZ; Manual para Especificação da Galvanização por Imersão a Quente do ICZ; e pesquisas do autor.
Ricardo Suplicy Goes* – Engenheiro- – Gerente Executivo do ICZ – Instituto da Cadeia do Zinco