A trefilação é um processo mecânico que qualifica o aço, dando-lhe precisão dimensional e excelente acabamento.
Henrique Patria
A trefilação de tubos e barras de aço é um processo de conformação mecânica a frio, considerado um dos mais importantes da siderurgia. Ele é amplamente usado para obtenção de tolerâncias dimensionais rigorosas, reduzidas ou especiais, perfis diferenciados e acabamento superficial de elevada qualidade. Muitos produtos para serem utilizados exigem dimensões extremamente precisas. Além de melhores propriedades mecânicas, tornando o aço trefilado a solução mais indicada.
A trefilação promove a redução e o alinhamento do material até atingir uma seção uniforme ao longo de toda a sua extensão. O processo consiste em puxar o material através de uma ferramenta cônica denominada fieira, disponível em diversas bitolas, perfis e classes de tolerância, de acordo com as especificações do produto final.
A fieira possui um orifício de diâmetro inferior ao da seção original da peça. À medida que o aço atravessa essa ferramenta, ocorre uma redução controlada da área da seção transversal, proporcionando excelente acabamento superficial, e propriedades mecânicas superiores às obtidas pelo processo de laminação.
Antes de ser trefilado, o aço deve passar por algumas operações preparatórias:
• *Decapagem –* Remoção dos óxidos de ferro formados durante a laminação a quente.
• *Lubrificação –* Aplicação de sabões especiais, normalmente à base de estearato de sódio ou zinco, ou ainda de outros lubrificantes destinados a reduzir o atrito.
• *Ponteamento ao apontamento –* Redução de uma das extremidades do material para facilitar sua passagem inicial pela fieira. Nessa etapa é criada a chamada “ponta de sacrifício”, necessária para acoplar a peça ao carrinho de tração do banco de trefila. Ao final do processo, essa extremidade é removida e descartada como sucata.
Existem diferentes métodos para obtenção do ponteamento:
• *Usinagem*
• *Laminação*
• *Amassamento*
• *Conformação automatizada*
Todos esses métodos têm como objetivo preparar a extremidade do material para suportar os elevados esforços de tração, que podem atingir várias toneladas.
A trefilação de tubos segue princípios semelhantes, porém requer uma etapa adicional e mais complexa, pois é necessário controlar simultaneamente o diâmetro externo e a espessura da parede do tubo. Usa-se uma nova ferramenta denominada mandril, que irá controlar as dimensões da parede do tubo a ser trefilado.
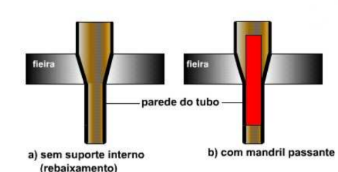
Figura Ilustrativa
Concluídos os preparativos, a ponta de sacrifício é fixada ao carrinho do banco de trefila, responsável por aplicar uma força de tração capaz de puxar o material por toda a extensão através da fieira, conferindo-lhe as dimensões especificadas.
Na trefilação de tubos, um mandril é introduzido internamente para garantir a uniformidade da espessura da parede, além de elevado padrão de acabamento interno. Entre as principais vantagens do uso do mandril estão o controle preciso dos diâmetros interno e externo, e a uniformidade dimensional ao longo de toda a extensão do produto.
O atrito gerado entre a fieira, o mandril e o material promovem a transformação do tubo de aço, ajustando suas dimensões, aumentando seu comprimento, e proporcionando excelente qualidade superficial.

Existem, contudo, limites para essa transformação. Em determinadas situações, torna-se necessário realizar tratamentos térmicos intermediários em fornos de passagem, com rigoroso controle de temperatura, velocidade de aquecimento, resfriamento e demais parâmetros operacionais.
As etapas seguintes compreendem o endireitamento e a inspeção dimensional do produto, que podem ser realizados por meios automatizados ou manuais. Quando o aço é trefilado em rolos, como é o caso dos arames, o processo pode incluir o endireitamento e corte em barras, ou a formação de bobinas. A etapa final consiste na aplicação de um óleo protetivo, fundamental para retardar a oxidação acelerada que pode ocorrer após a trefilação.
Em síntese, a trefilação de tubos e barras é um processo essencial para a obtenção de produtos siderúrgicos com excelente acabamento superficial, propriedades mecânicas superiores às obtidas apenas por laminação, e tolerâncias dimensionais extremamente rigorosas, próximas do limite zero.