O avanço da indústria automotiva principalmente com foco na eletrificação e na produção de veículos mais leves, elevou significativamente as dimensões e as exigências de qualidade de componentes metálicos e fundidos presentes nesses automóveis.
Cristiane Sales Gonçalves*
Carlos Humberto Sartori**
A Villares Metals produz aços e ligas especiais para o mercado nacional e exportação. Estes materiais apresentam nichos de mercado bastante específicos, visando aplicações de maior desempenho e tecnologia. Os aços ligas, conhecidos também como aços especiais, são ligas de ferro-carbono que tem em sua composição a adição de outros elementos químicos, tais como cromo, molibdênio, vanádio, manganês, níquel, tungstênio e silício a depender das propriedades específicas que se deseja atingir. Estes elementos trazem como objetivo a alteração das propriedades do aço, como aumento da resistência mecânica, resistência a quente e tenacidade, por exemplo. Essa combinação de propriedades permite que esses materiais sejam aplicados desde a área automotiva, para confecção de ferramentas para corte e conformação de peças metálicas até aplicações voltados para o segmento aeroespacial e médico.
No geral, o aço liga pode ser subdividido com base em sua composição química, sendo as mais conhecidas:
- Aço baixa liga: até 5% de elementos adicionais
- Aço média liga: entre 5% e 12% de elementos adicionais
- Aço alta liga: acima de 12% de elementos adicionais
Dentro do grupo de aços especiais, encontram-se os aços ferramenta, que são materiais de média a alta liga, com propriedades específicas para o uso a que se destinam. Os aços ferramenta são convencionalmente divididos em classes de acordo com a sua aplicação.
A Tabela 1 mostra a classificação AISI dos aços ferramenta, juntamente com os casos mais comuns do mercado e suas aplicações gerais. A aplicação indicada é genérica, pois existem aços diferentes para uma mesma aplicação.
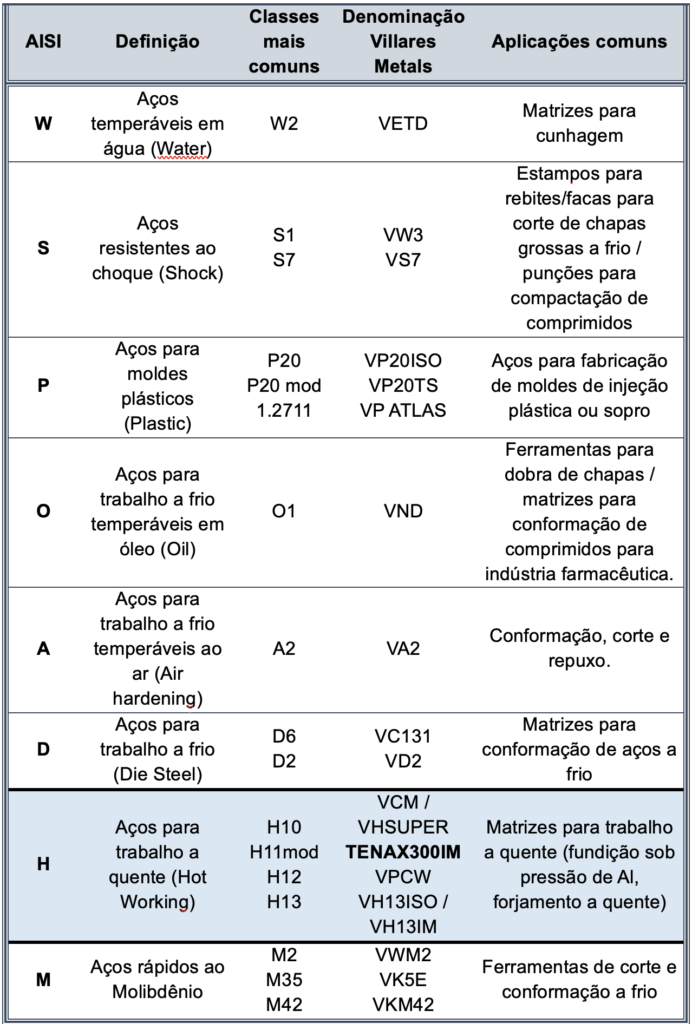
Tabela 1: Classificação dos Aços Ferramenta
O avanço da indústria automotiva contemporânea, com foco na eletrificação e nos veículos leves, elevou significativamente as dimensões e as exigências de qualidade de componentes fundidos presentes nesses automóveis. De forma paralela, o controle dos processos de fundição foi aprimorado, e as exigências de qualidade dos aços especiais utilizados em moldes e matrizes foram rigorosamente intensificadas.
A fundição sob pressão possibilita a criação de componentes com geometrias intrincadas em materiais como alumínio, zinco, magnésio e suas ligas, resultando em propriedades mecânicas excepcionais e um acabamento de alta qualidade. Diferentemente de outros métodos de fundição, esse processo permite a produção em larga escala, com peças que geralmente dispensam usinagem ou acabamentos adicionais caros.
No processo de fundição sob pressão, o metal líquido é rapidamente injetado em uma matriz metálica, sob alta pressão. Durante a injeção de alumínio, que é o metal mais comumente utilizado na indústria, a superfície da matriz é exposta a temperaturas que variam entre 650°C e 750°C. O metal permanece em contato com a matriz até solidificar e atingir a temperatura adequada para ser removido. Esse ciclo é repetido inúmeras vezes, com intervalos que podem variar de alguns segundos a alguns minutos, dependendo do tamanho da peça fundida. A alternância constante entre a injeção do alumínio líquido e o resfriamento da matriz acaba causando fadiga térmica e o aparecimento de trincas. Vide Figura 1.
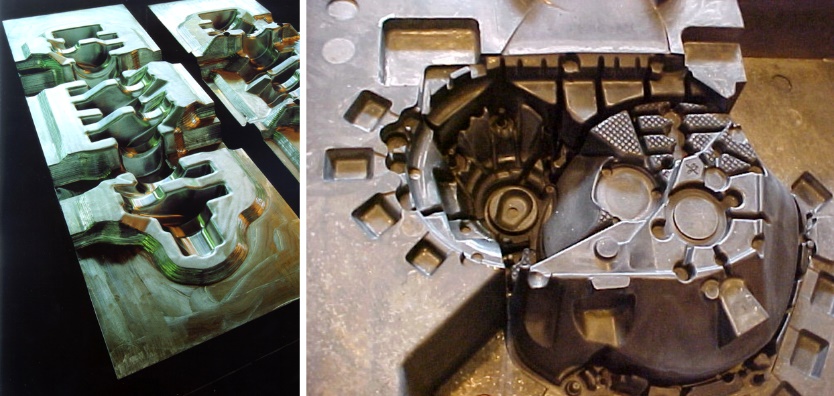

Figura 1: Matriz de injeção sob pressão. (a) matriz antes de entrar em operação; (b) matriz retirada de serviço após cerca de 100.000 ciclos, devido ao dano ocorrido por fadiga térmica e detalhes das regiões que apresentaram dano por fadiga térmica – vide regiões apresentando “malha” de trincas impregnadas com alumínio (finas linhas de cor branca).
Os aços ferramenta para trabalho a quente, são amplamente utilizados no mercado global. A composição química e, especialmente, o processo de produção desses aços são fundamentais para garantir as propriedades necessárias para suas aplicações. Na categoria de aços “premium“, são incorporadas etapas adicionais ao processo de produção convencional, como a refusão por eletroescória (ESR) ou a refusão a vácuo (VAR), com o objetivo de atingir uma microestrutura com maior limpeza (“best cleanliness”) em termos de microinclusões, combinada com superior resistência a fadiga térmica e tenacidade.
As principais propriedades necessárias para um aço ferramenta para trabalho a quente incluem:
- Resistência à deformação plástica nas temperaturas de trabalho
- Resistência ao impacto para prevenir a formação de trincas
- Resistência ao desgaste a quente e à erosão durante o uso
- Estabilidade dimensional durante o tratamento térmico
- Usinabilidade adequada, evitando a formação de intermetálicos que prejudiquem a tenacidade
- Resistência à formação de trincas a quente
Desde o início da década de 1990, a NADCA (North American Die Casting Association) tem se dedicado profundamente aos temas relacionados à manufatura de ferramentas para fundição sob pressão. Esse envolvimento resultou na criação do guia NADCA #207-90, intitulado “Special Quality Die Steel & Heat Treatment Acceptance Criteria for Die Casting“, que aborda a seleção de aços, tratamentos térmicos e soldagem. Atualmente na versão NADCA #207-2022, esse guia permanece como a principal referência no assunto.
Dentre as principais classes de aços ferramenta descritas na NADCA, podemos destacar o AISI H13, o AISI H11 e o W.Nr. 2367, além de suas versões refundidas e/ou modificadas.
O TENAX300IM um produto lançado pela Villares, é um aço para trabalho a quente e foi desenvolvido com base no aço AISI H11, mantendo suas características de resistência a quente e condições de tratamento térmico, porém com tenacidade melhorada e maior resistência ao revenido. Todo o desenvolvimento foi visando aplicá-lo, principalmente, em matrizes de fundição sob pressão de alumínio e outros metais não ferrosos. O TENAX300IMatinge níveis de tenacidade muito superiores aos dos aços AISI H11 e H13, o que se deve a duas modificações realizadas sobre a composição base do AISI H11: redução do teor de Si e redução drástica do teor de P, além de um balanceamento químico apropriado de Cr, Mo e V. Desde 2016, ele está homologado no grau E da NADCA, que abrange aços H11 modificados e de alta qualidade, incluindo aqueles submetidos a processos de refusão. O processo de refusão ESR garante maior isotropia de propriedades e alta pureza, sendo indicado para aplicações onde a resistência à iniciação e propagação de trincas mecânicas e térmicas é essencial. Nestes casos, a tenacidade é a propriedade mais importante para determinar a vida útil da ferramenta.

Todo processo de elaboração do TENAX300IM foi especialmente desenvolvido para produção dos blocos de grandes dimensões atualmente demandados nos processos de “gigacasting” para confecção de moldes de injeção de peças estruturais de veículos elétricos leves. Tudo isso garantindo propriedades uniformes desde a superfície ao centro do bloco, atendendo todos os requisitos da NADCA.
Figura 2: Imagem de ferramenta confeccionada em TENAX300IM
Dentre os aços ferramenta para trabalho a quente, o TENAX300IM é o material que melhor entrega combinação entre tenacidade e resistência mecânica para a aplicações a quente. Vide Figura 3.
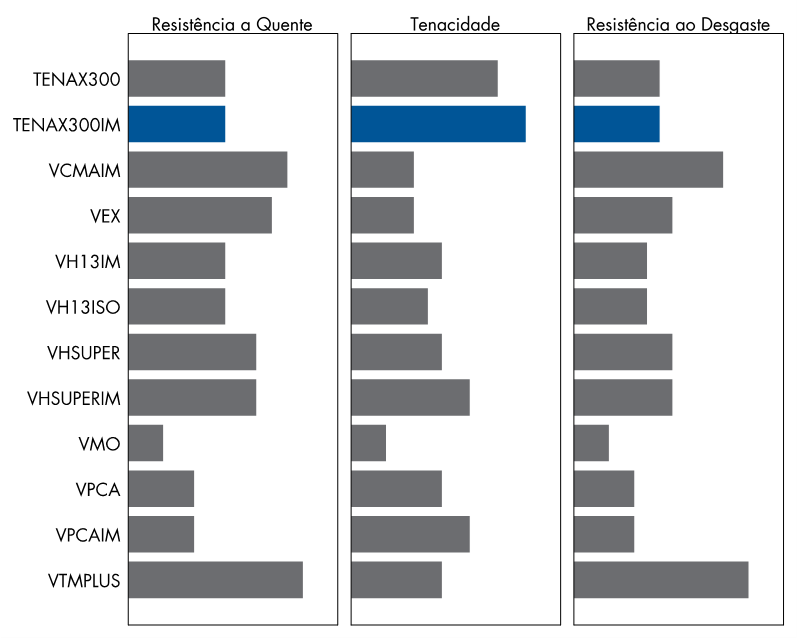
Figura 3: Comparação entre os aços para trabalho a quente da Villares Metals
Uma das melhores formas de conhecer o bom desempenho de um aço especial como o TENAX300IM em aplicações industriais é através de estudos de caso em que comparamos o rendimento do material com soluções tradicionalmente utilizadas.
A Tabela 2 a seguir refere-se ao rendimento do TENAX300IM em matrizes para fabricação de componentes automotivos via injeção de alumínio sob pressão.

Tabela 2: Estudo de caso envolvendo aplicação do TENAX300IM em injeção de alumínio
O mecanismo principal de falha do ferramental é fadiga térmica. A solução encontrada foi adequar (substituir) o aço anteriormente utilizado para o TENAX300IM devido sua maior tenacidade, mantendo as condições de tratamento térmico e dureza. O tratamento térmico foi conduzido pelo Centro de Serviços de Tratamento Térmico da Villares Metals seguindo padrão NADCA de processo. O resultado atingido foi um ganho de produtividade superior a 150% quando comparado ao aço ferramenta utilizado anteriormente.
Para saber mais sobre o TENAX300IM acesse: www.villaresmetals.com.br, ou App Villares Metals Connect disponível na App Store (iOS) e na Play Store (Android).


*Cristiane Sales Gonçalves é Engenheira de Materiais e Mestre em Engenharia Metalúrgica, gerente técnica da Assessoria Técnica da Villares Metals S.A., Sumaré, SP – Brasil
**Carlos Humberto Sartori é Engenheiro Metalurgista e Mestre em Engenharia Metalúrgica, gerente técnico da Assessoria Técnica da Villares Metals S.A., Sumaré, SP – Brasil